Klipper Sidewinder X1 installation¶

This procedure is for anyone who has a Sidewinder X1 and a SmartPad klipper control device.
Please read the procedure first¶
You are responsible for all operations carried out on your equipment. This procedure explains how to set up klipper on your printer. It has been tested and is fully functional.
Disconnect the X1 screen from your motherboard
Installation video¶
Installation video by Dark3dPrint (https://www.tiktok.com/@dark3dprint)
![]()
Hardware and software :¶
MobaXterm https://mobaxterm.mobatek.net/download-home-edition.html
SSH connection¶
Download and install MobaXterm.
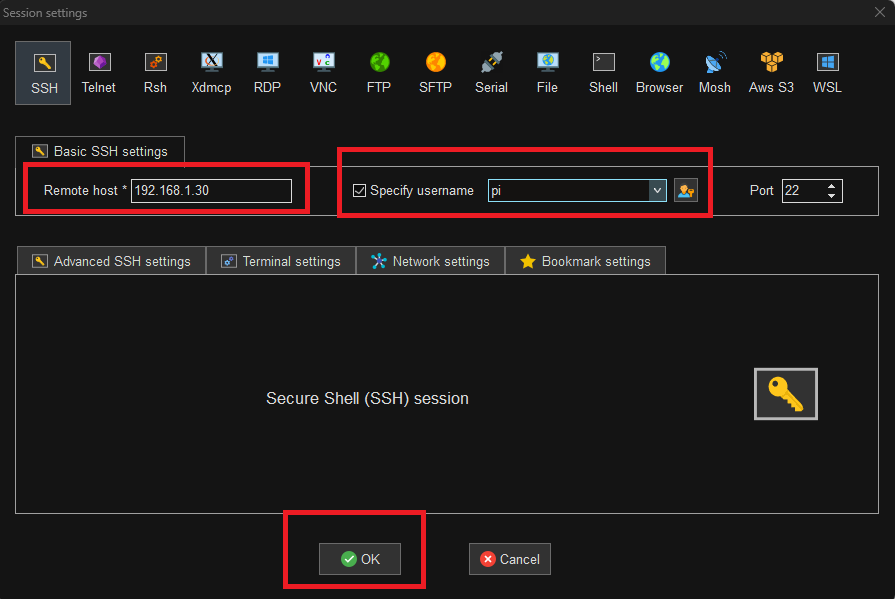
Click on the Session icon
Select SSH
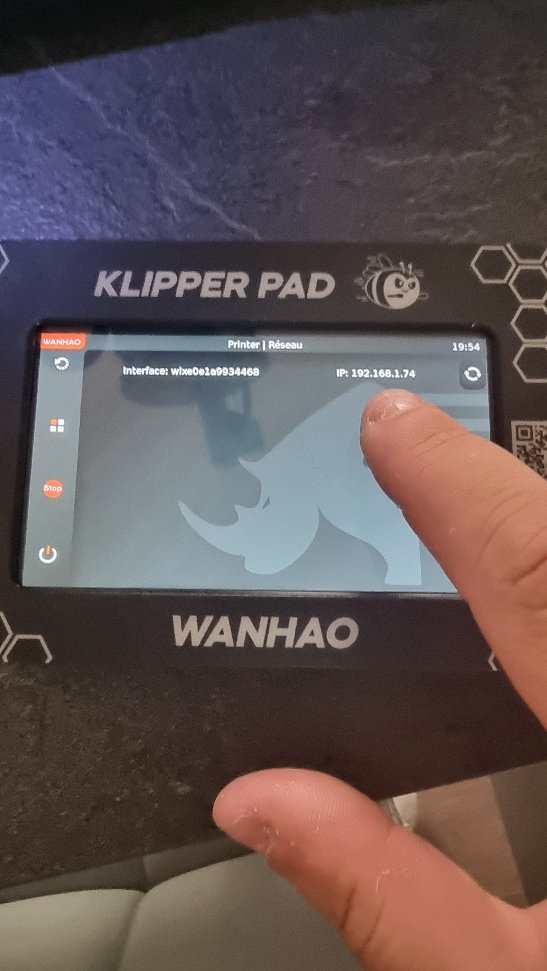
Enter the raspberry's IP address and enter pi as the user name. Follow this procedure to find the IP address: https://www.malekal.com/comment-faire-un-scan-ip-reseau-local-lan/ Or, on the Pad, go to Menu :
Network:

You will see your IP address
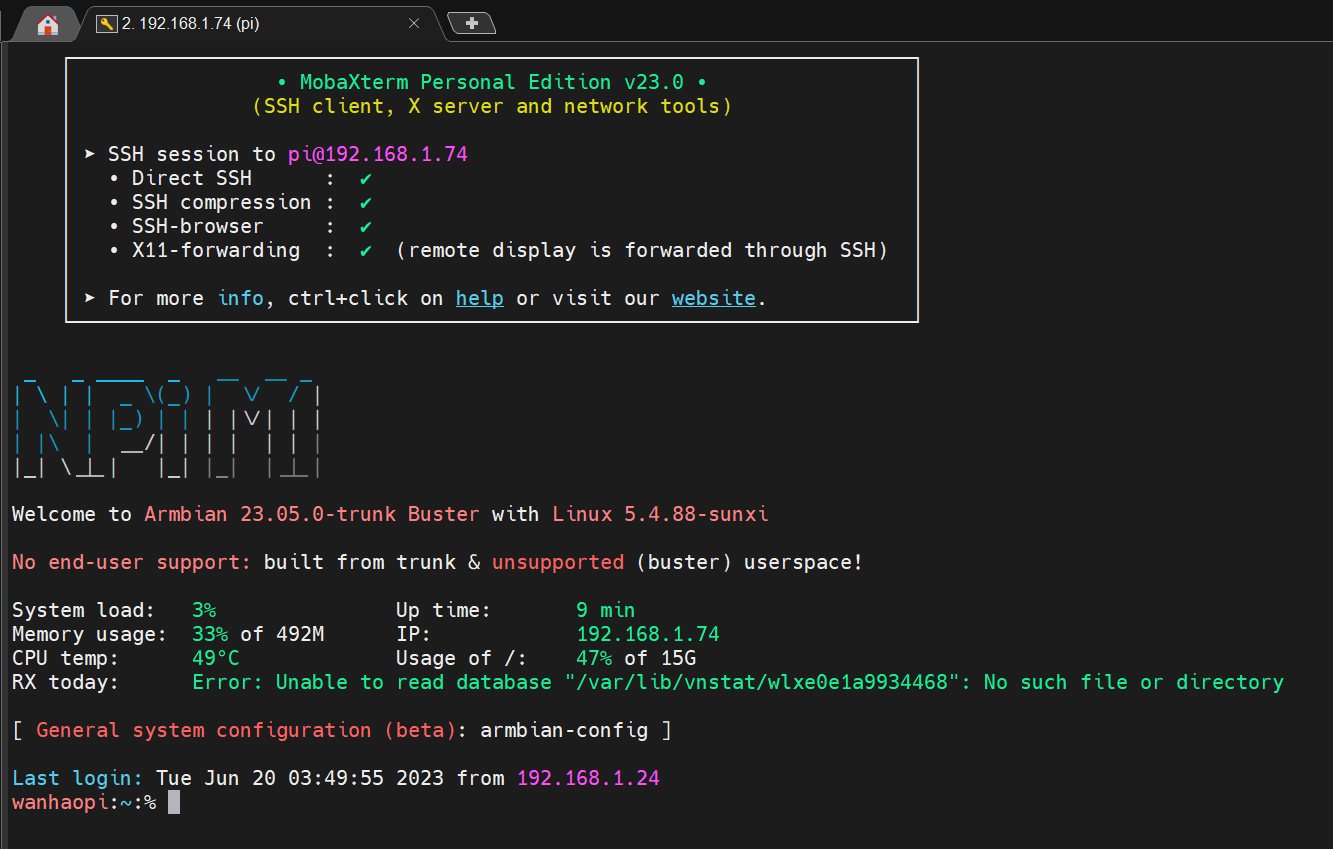
You will be prompted to enter the password.
The Pad Wanhao username is pi and the password is yumi.
A certificate authorization may appear. You need to validate it. Once you're logged in, you'll see this screen:
Generate firmware¶
The left sidebar corresponds to the Raspberry file and the right to the command line interface.
Issue the command cd klipper and confirm with Enter
to access the firmware configuration parameter, run the command:

You need to set the information below:
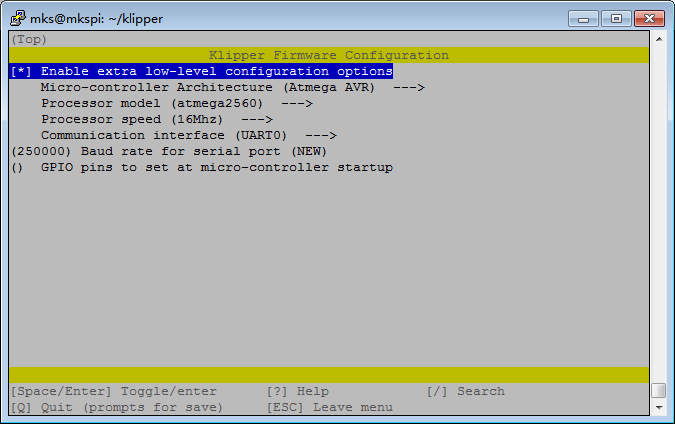
Use the arrow keys to move around and enter to confirm.
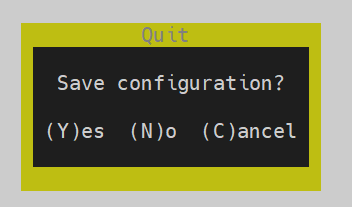
When ready, press q
Confirm with Y
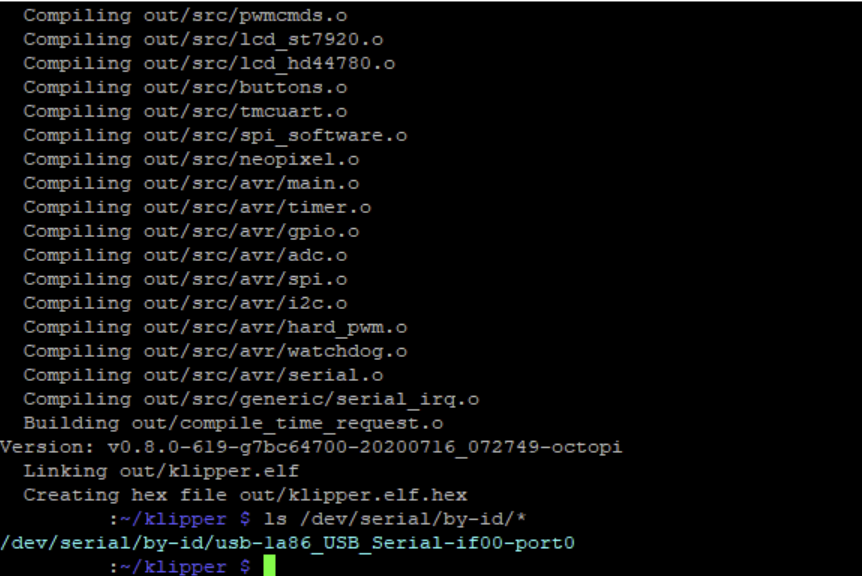
Run the make clean and make command. This will generate the firmware.
Flashing with the SmartPad¶
Return to MobaXterm.
Connect the printer to the pad and run the ls /dev/serial/by-id/* command.
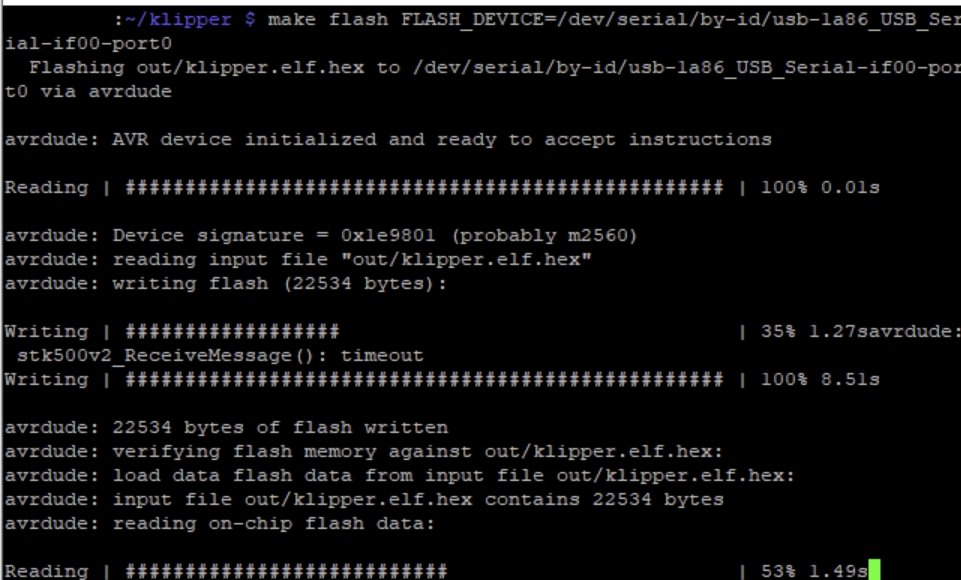
Run the following command to flash the printer:
Download configuration files¶
Download the Sidewinder X1 configuration file from the following link:
Printer.cfg: https://github.com/Yumi-Lab/yumi-config/blob/main/smartpad-sidewinder-x1/printer.cfg
Mainsail Web interface¶
You can connect to your Mainsail interface from a web browser with the address http://Your_IP_Address.
Example: http://192.168.1.74
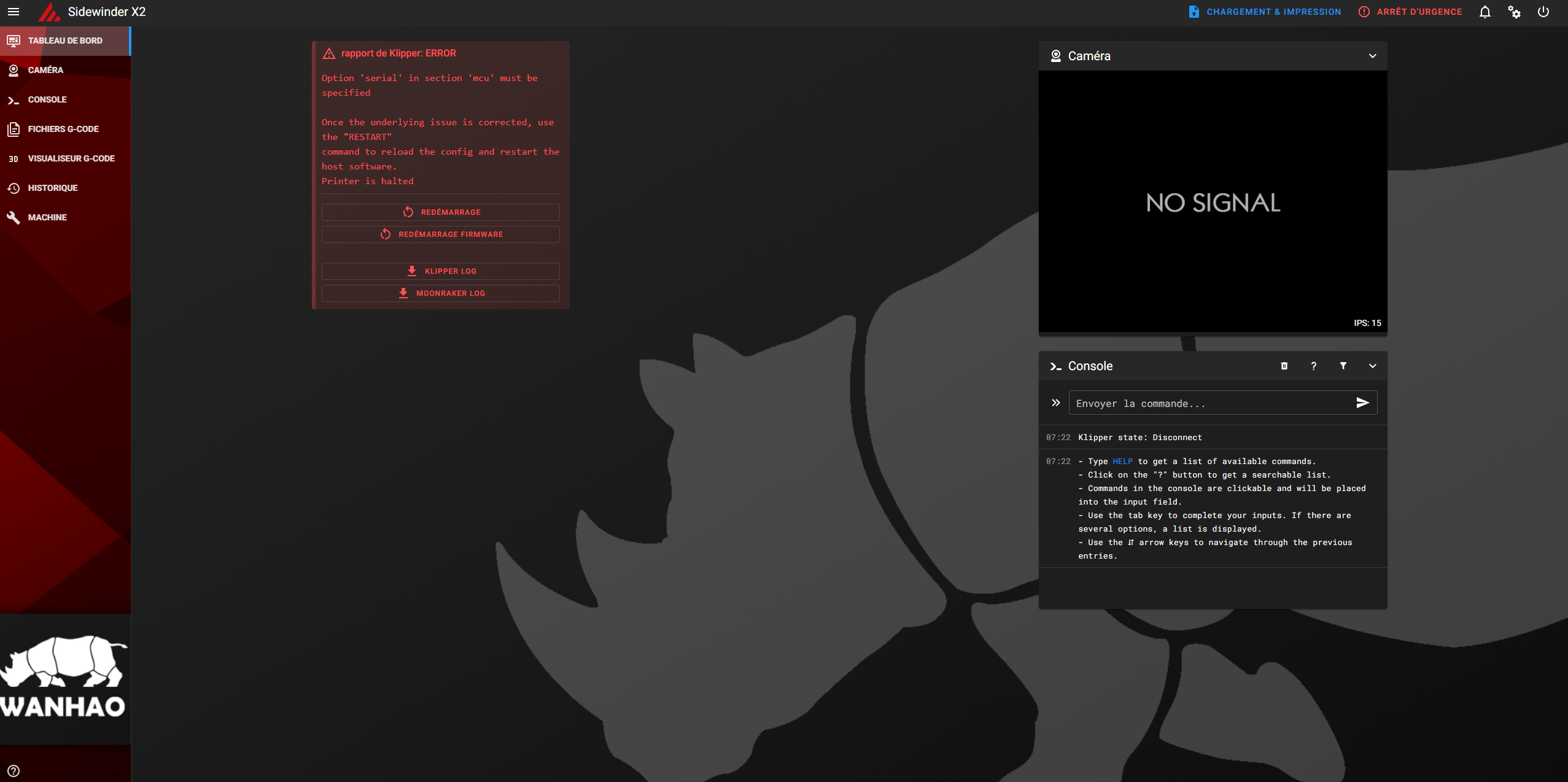
You should arrive on this page. The error is normal. We haven't finished the configuration.
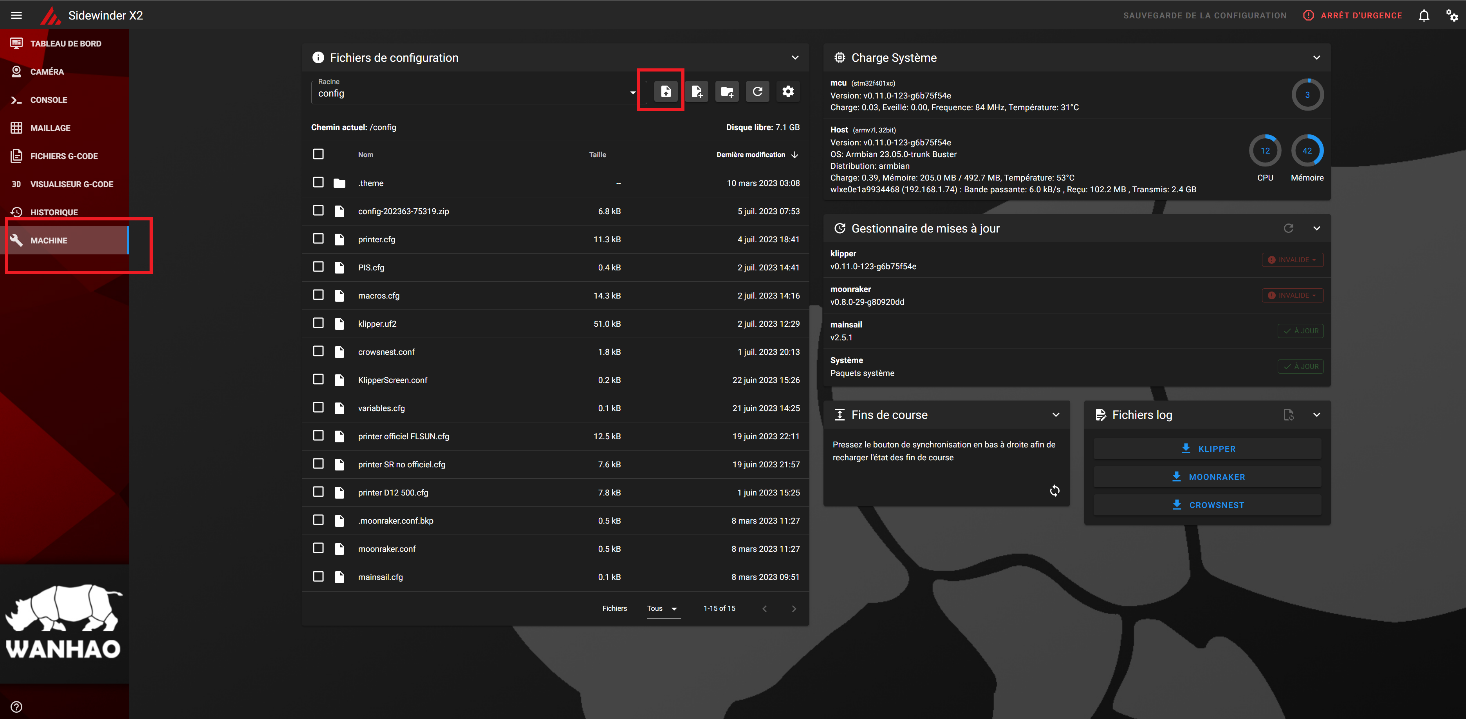
From the Mainsail interface, go to Machine (wrench icon) Click on the button to load files
Select configuration file and click Open. Your file will be uploaded to Mainsail.

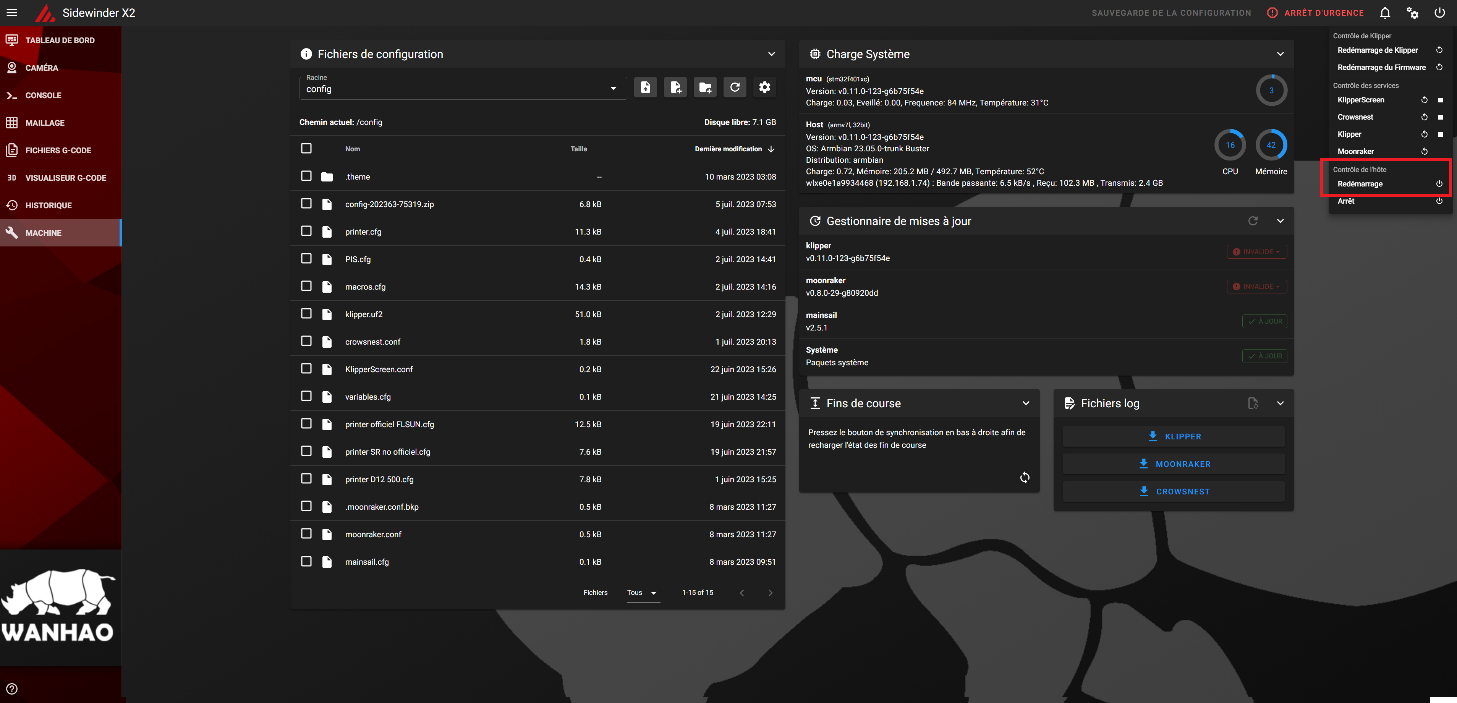
Restart the Pad and connect the printer to it with the correct USB cable.
Get your printer's USB ID¶
Connect your printer to one of the PAD's USB ports.
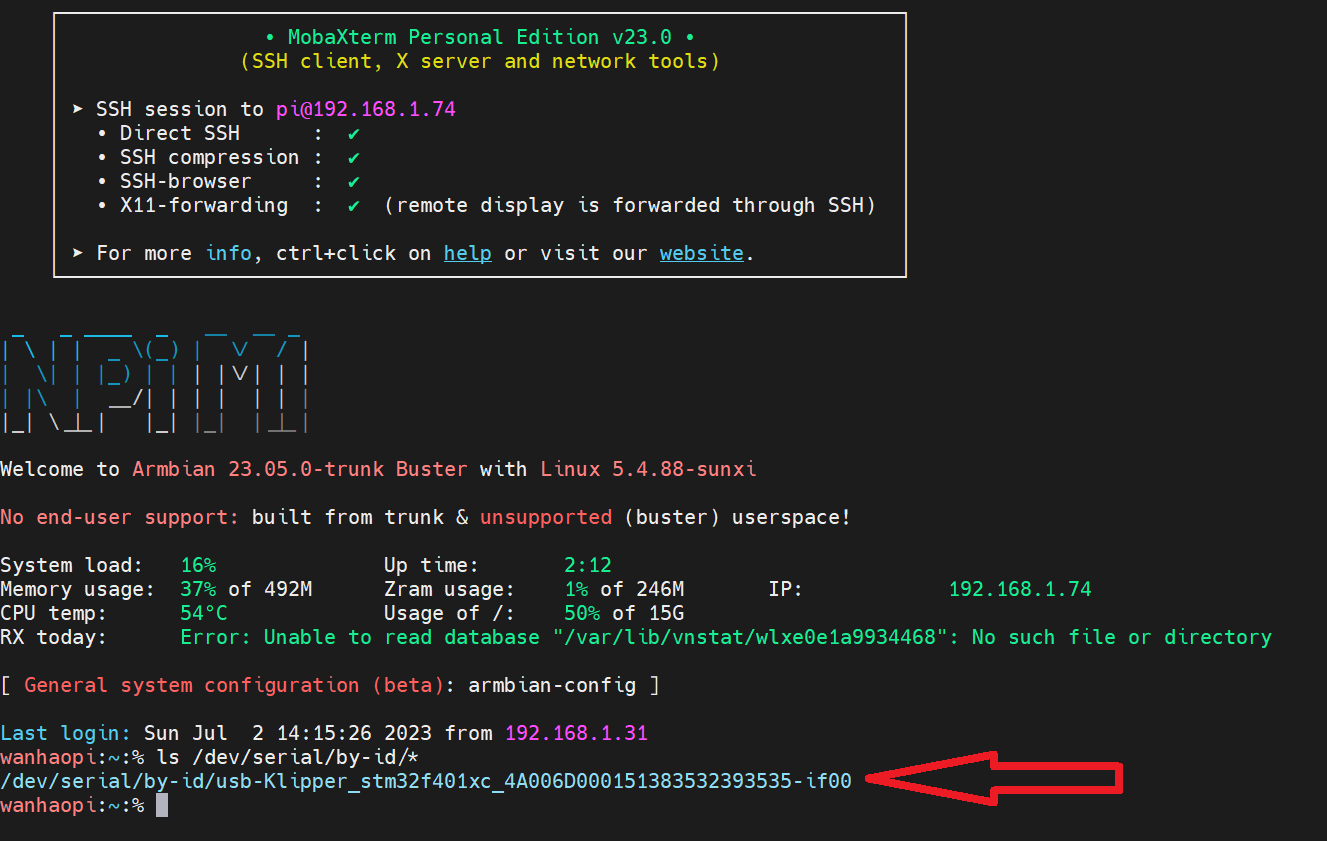
Connect via SSH with MobaXterm, then enter the following command to retrieve the USB serial from the motherboard:
''' ls /dev/serial/by-id/* '''
Your id will be different from mine. You should see the USB id appear like this:
Go to your Mainsail web interface and click on the Machine tab.
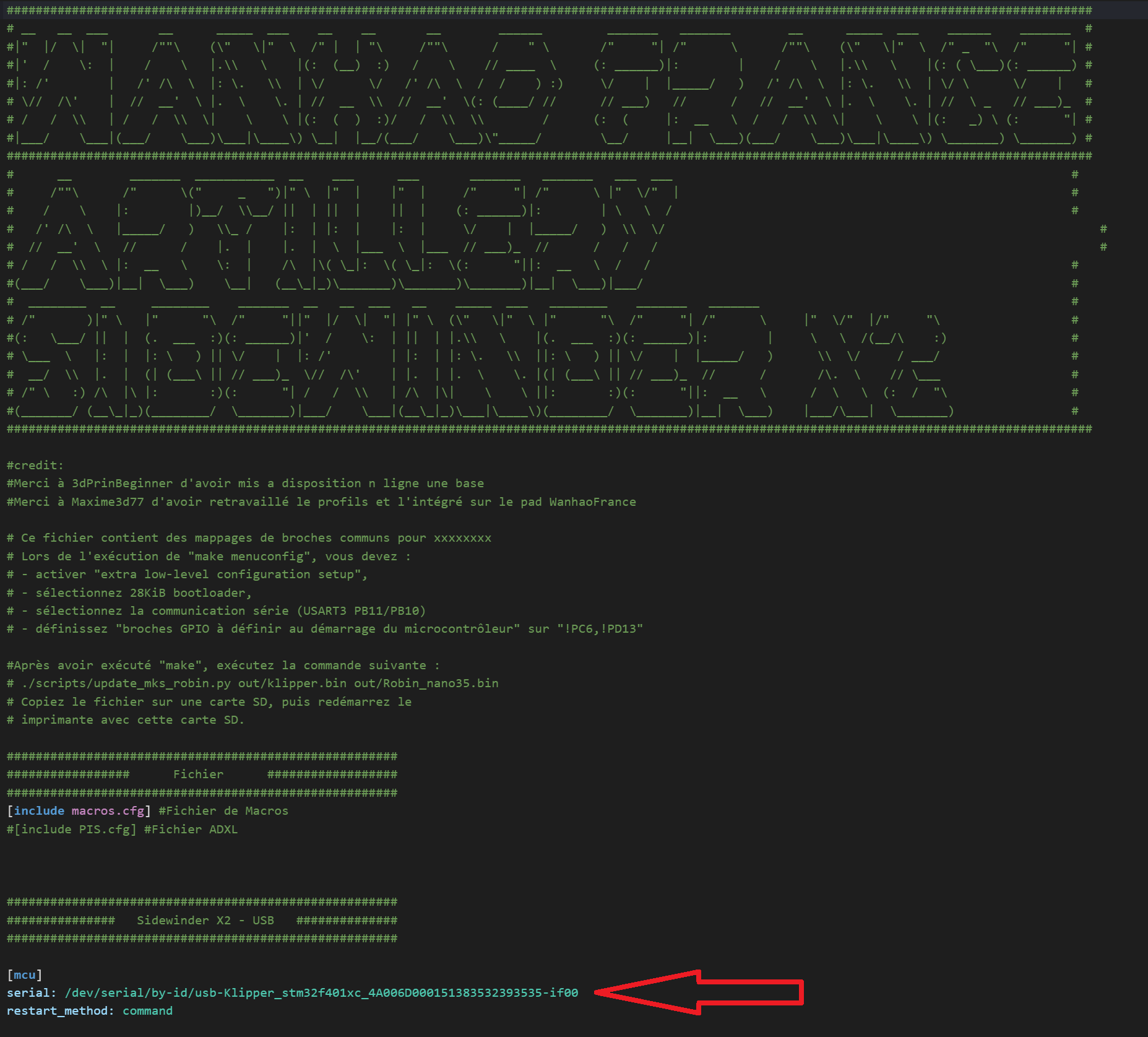
Open the printer.cfg file and look for the [mcu] section.
Modify the existing line with the serial number you've just obtained as follows:
Click on SAVE and RESTART in the top right-hand corner to save the file.
Your printer should now connect to your Pi. Restart the firmware if it hasn't been updated yet.
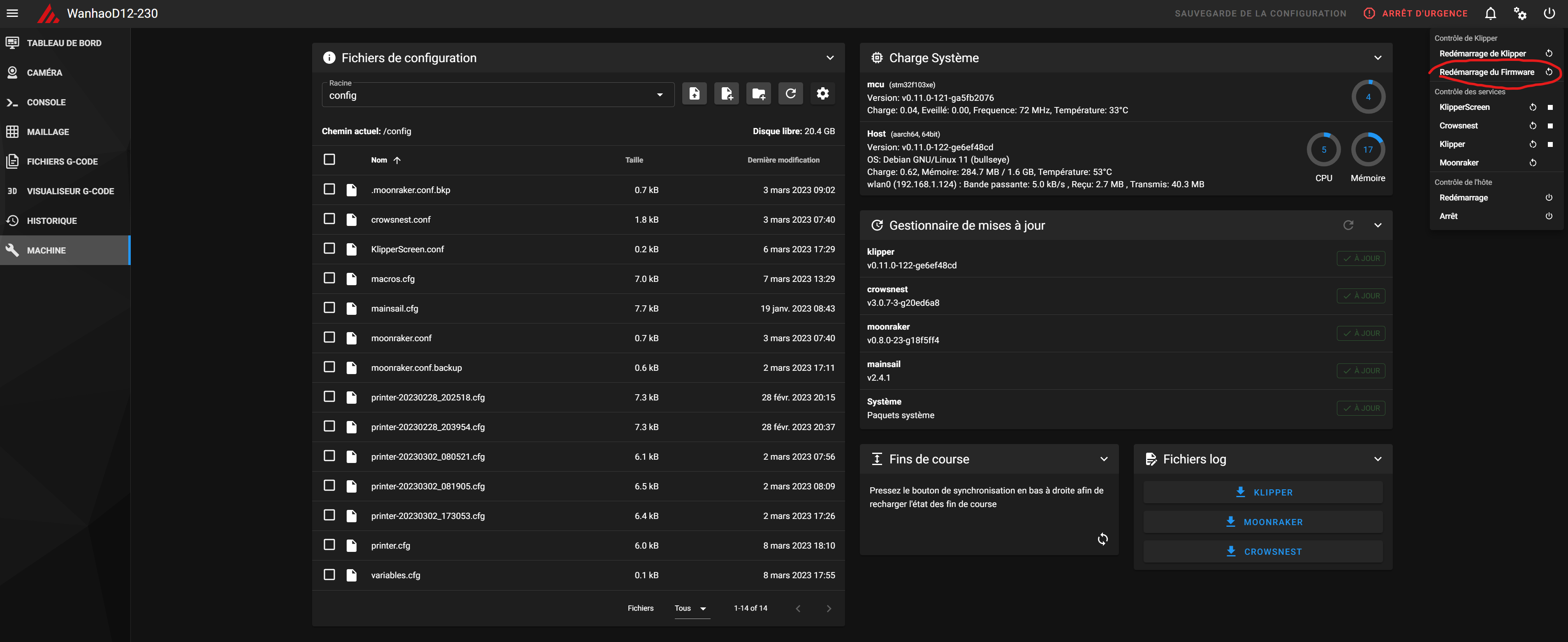
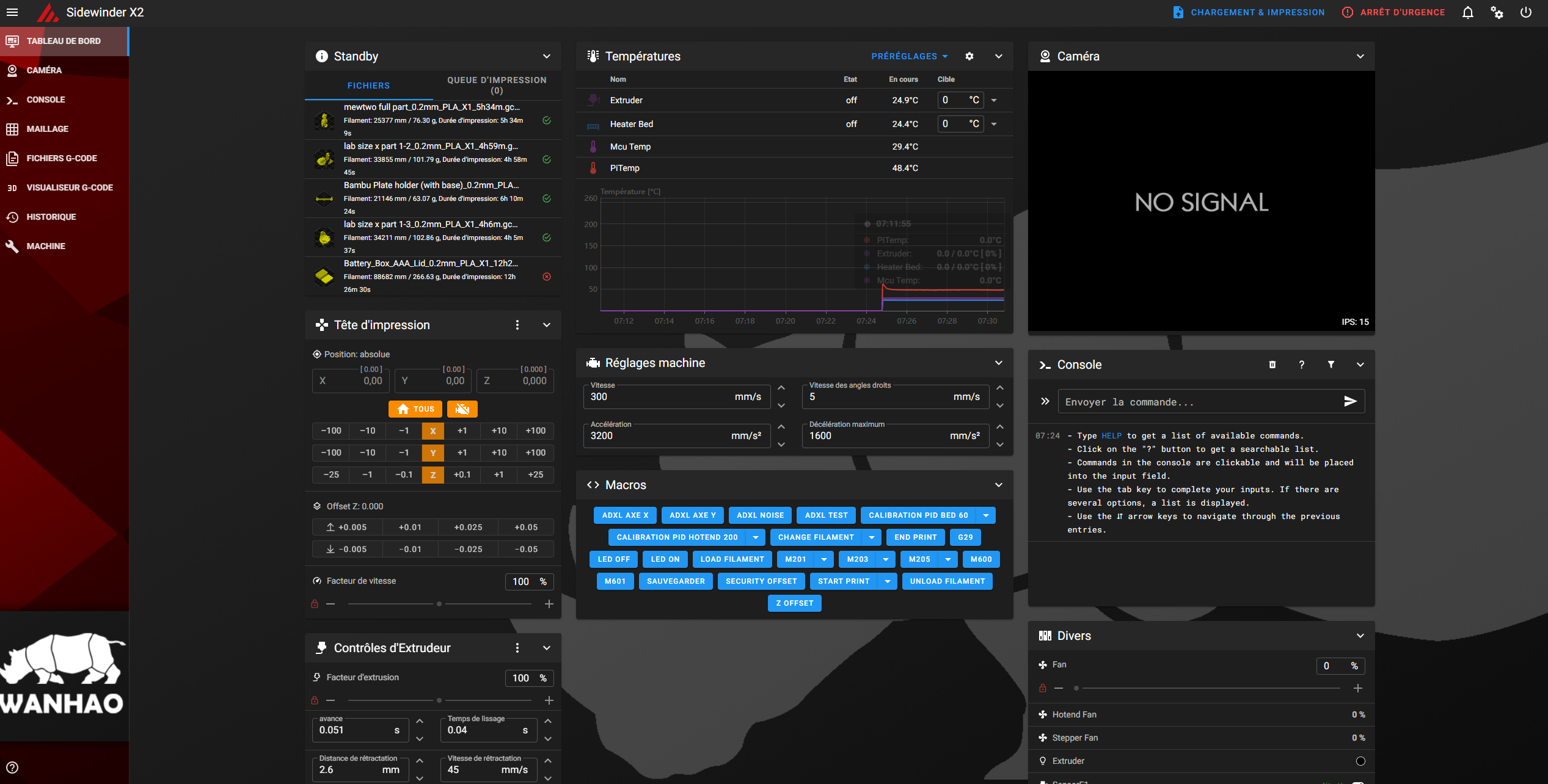
From the dashboard, it should look like this:
Calibrating your printer¶
BED PID¶
Now it's time to set the PIDs and printer settings.
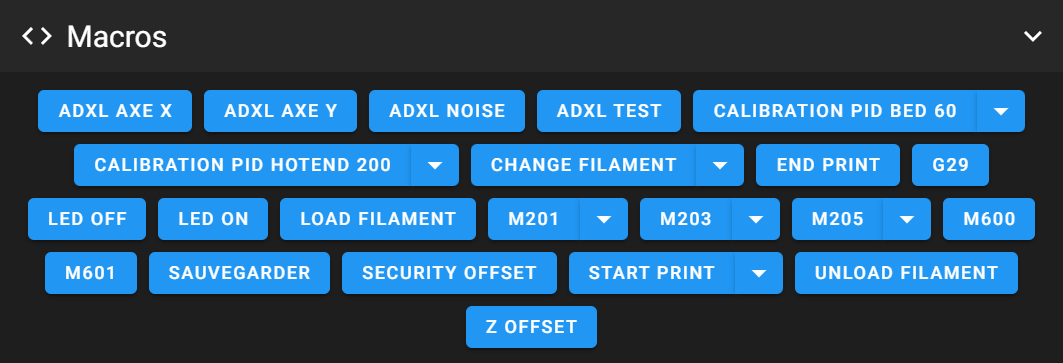
Start BED PID and save the configuration: From the Dashboard, launch the BED PID 65 macro
Your tray will heat up several times to 65°C and wait 5 minutes for this to finish. Use the save macro to apply the settings on restart.
HOTEND PID¶
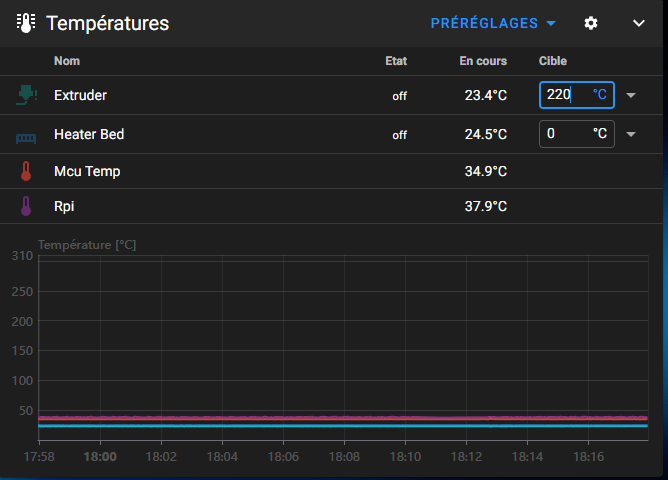
Start HOTEND PID and save the configuration: From the Dashboard, run the HOTEND 220 PID macro
Your nozzle will heat up several times to 220°C and wait 5 minutes for this to finish. Use the save macro to apply the settings on restart.
Adjust Z-OFFSET¶
From the dashboard, switch to the Console section.
Run command G28 to reposition the head on its point of origin.
You can execute the G28 command by clicking on the Home button.

Run command
G28
PROBE_CALIBRATE
Carry out the calibration using the paper sheet. Make sure the nozzle is clean and clear of any filament residue that could distort the measurements. Now you need to set the Z position with the TESTZ command. The principle is simple - you'll need to gradually lower your nozzle to perfectly adjust the height between your platen and the nozzle. Position a sheet of paper and use the following commands or the interface that has just appeared.
TESTZ Z=- to lower the nozzle TESTZ Z=+ to raise the nozzle
Here's an example: TESTZ Z=-10 lowers the nozzle by 10mm TESTZ Z=-0.1 lowers nozzle by 0.1mm TESTZ Z=-0.01 lowers the nozzle by 0.01mm Try to be as precise as possible.
Once the head is correctly set, issue the ACCEPT command, then SAVE_CONFIG.
Mainsail will restart and your configuration will be saved.
Use the G28 command to reposition the head to its original point.
Extruder calibration¶
The configuration files I use are set up for my hardware. You need to set the parameters of your extruder. Start by heating your nozzle to 220°C from the control panel.
At console level, run the following commands:
M83 to reset the extruder
Mark your filament 10 cm and 12 cm from the extruder with a marker.
The aim is to ask the extruder to draw 10cm and check that the correct length has been drawn.
Once you're ready, run the command:
G1 E100 F200
Check that 10cm has been extruded.
If so, nothing to do.
If not, you'll need to change a parameter in your configuration file. The parameter to change is in printer.cfg. Search in the extrude section and find the value rotation_distance.
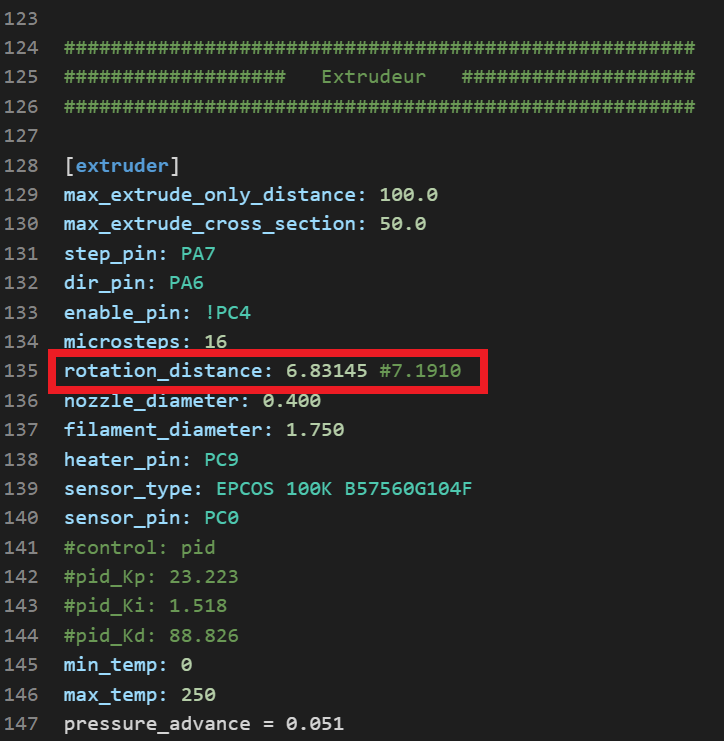
The value entered must be replaced by the correct value. To find the correct value, use the following formula: ("measured distance in mm" / "requested distance in mm") X "rotation_distance".
Example: I had 9cm extruded and not 10cm The current value of rotation_distance is 7.805 The formula will therefore be ("90" / "100") X "7.805" = 7.0245 The new value will be 7.0245 Click on SAVE and RESTART in the top right-hand corner to save the file. Now your Pad and printer are ready to print. You can slice a 3d model and import it into the G-Code File section. You can now start printing from the Mainsail interface or from the touch screen.
Print¶
I recommend starting with a calibration cube.
https://www.thingiverse.com/thing:1278865
Once you've got a perfect cube, you can start printing 😉